Design Life-Cycle
assess.design.(don't)consume
Ziyue He
Cogdell
Design 40A
11 March 2016
The Materials Used for Biodegradable Paper Cup Production
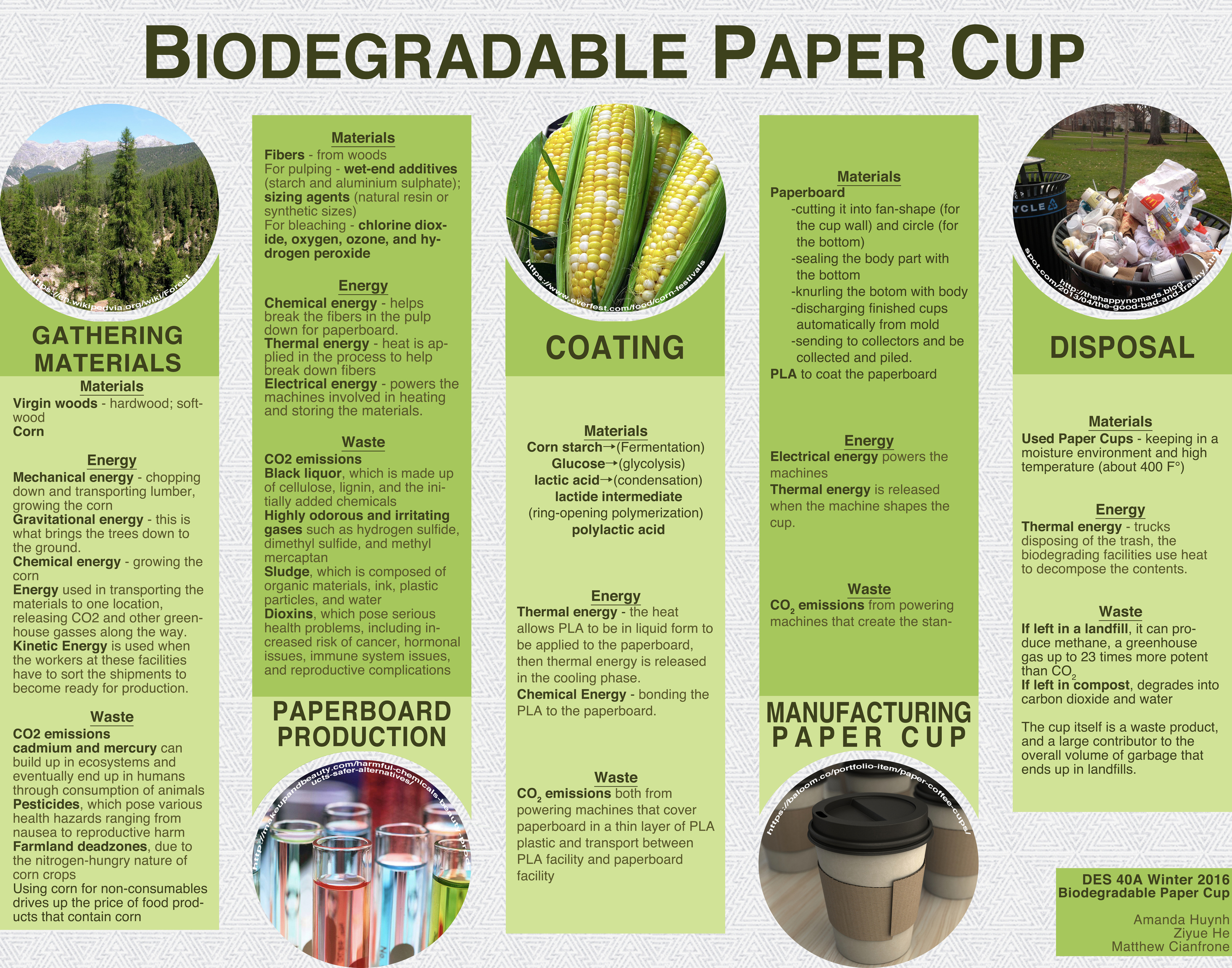
This research paper is aimed to introduce the materials and the life cycle of the paper cup used in Coho. The paper cup can be divided into two parts, the layer of paperboard and the layer of plastic coating. The life cycle of this paper cup can be generally divided into five sections: gathering materials, making paperboards, coating the paperboard, shaping the paperboard, disposing the product. This paper would mainly discuss the materials and the making process for the first three sections of the life cycle.
The first step of making this product is to gather raw materials. The raw material used for making the paperboard is virgin woods. Different parts of trees are used in different way. The thinner section of the trunks is the part used to make pulp for paper and paperboard production. Usually deciduous broadleaved trees would be used to make paperboard, like birch, oak, beech, aspen or eucalyptus. The reason is that they have short fibers. The other material required for making this paper cup is corn. The corn is the main material for the plastic coating of the cup.
The second section is to produce the paperboard. The paperboard can be classified into five grades according to different fiber grades and production technology, which are FBB (folding boxboard), SBS (solid bleached sulphate), SUB (solid unbleached board)/ SUS (solid unbleached sulphate), WLC (white line chipboard) and LPB (liquid packaging board). (Paperboard Guide, pp.23) LPB is used for the CoHo paper cup. The first step to make the paperboard is to make pulp. There are two methods to make the pulp for paperboard, the chemical pulp and the mechanical pulp. Mechanical pulp physically makes the pulp with less energy use. But the strength of final production would have less strength and lower protectiveness. So generally mechanical pulp would be used to produce paper products that do not ask for stable strength, like newsprint. The method used for producing paper cup is chemical one, which can produce products with higher strength. For chemical pulp method, the virgin wood chips would be cooked with chemicals at high temperature and pressure, in order to separate the fibers intact from the lignin. The chemicals used can be divided into two kinds by their purposes. One kind of chemical is wet-end additives, such as starch and aluminium sulphate. The function of this kind of chemical is to raise the water persistence of the paper. The other kind of chemical is sizing agents, such as natural resin or synthetic sizes. They are used to increase the strength and also decrease absorbance of the paper. Besides short fibers from hardwoods, fibers of softwood, like pine, spruce, are also used in the production. (Paperboard Guide, pp.21)This kind of fiber is longer. Furthermore, before the pulp is dry, it should be bleached. The original pulp is still in the color of wood. In order to lighter the color, more chemicals should be added. Usually, it would use chlorine dioxide, oxygen, ozone, and hydrogen peroxide.
This step is processing is the wire section of a board machine. The pulp would also mix with a lot of water, which is for transport and solvent, in this section, and 99% of the mixture is water. The mixture would be poured on a web. Before the web transfer into the next section, the water would be drained off, thus the fibers can bond together. The next step is to press the pulp. The pulp would be moved from the web and be compressed by two rolls, which is aimed to preliminary smoothen the surface and dehydration. After this step, the moisture content is decreased to 60%. Then the paperboard would be further dehydrated in next several sections and also be glazed the surface. After this step, the first section of the paper cup is finished. (Paperboard Guide, pp.22)
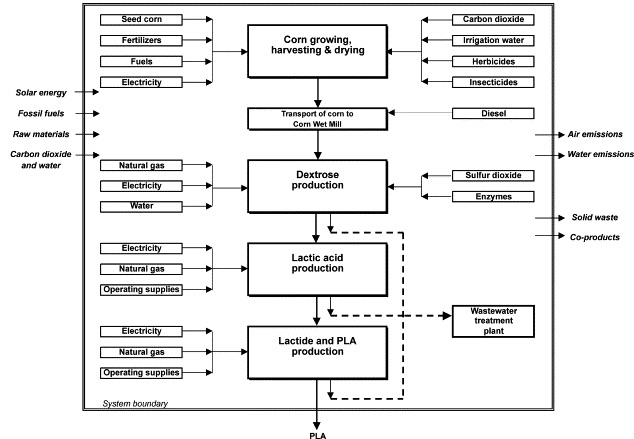
The second section of the life cycle is to coat the surface for waterproof. Traditionally, the paperboard would be coated with polyethylene (PE) for containing liquid in high temperature. It is the most common plastic we used in life. It is good for its low water absorption. But this specific paper cup we used in Coho is coated in a new material that is called polylactic acid (PLA). It is a biodegradable thermoplastic aliphatic polyester. High heat PLA is proven to withstand temperatures of 100 - 140°C. PLA can be produced by lots of different materials, which just need to be rich of starch, such as corn, rice and sugarcane. Those materials are all adequate and renewable. For this biodegradable paper cup, the manufacture uses corn as raw material. To process PLA, the first thing is to extract the starch from it. The corn would be clean and wet milled. The cleaned corn would be filled into hot water for 30 to 48 hours, in order to break the starch and protein bonds. Since the corn has been soaked for a long time, its moisture content is too high (which is about 45%). The next step is to evaporation steep water. The cleaned corn is filled into a battery of large steeping tanks (steeps), where the corn is soaked in hot water 30 to 48 hours to begin breaking the starch and protein bonds. Then the mechanical presses will extract the crude oil from the germ. The next step is to finely ground the germ and dry it. (TM 18-5www - ISI Technical Memorandum on Production of Corn Starch) The starch extracted from the corn will next be glycated, in order to produce glucose. The glucose will breakdown and become lactate acid via glycolysis, which is according to:
glucose → 2 lactate
(Bacterial Fermentation, pp. 4) The lactic acid will later be condensed to removal water under high vacuum and temperature. It will transfer into the lactide intermediate. Then with the ring-opening polymerization, the lactide intermediate will be reforming into PLA. (Applications of life cycle assessment to NatureWorksTM polylactide production, pp. 2) The product of these steps is in the shape of pellets. In order to apply in different uses, the pellets should be heated and then reformed in different shapes to meet different requirements. (Production process for polylactic acid) For the biodegradable paper cup, the PLA pellets would be transformed into the shape of film. Then the machine will apply the PLA film onto the made paperboard by pressing it.
The next section is to shape the cup. The coated paperboard will be put into a machine. The machine would first print patterns on the paperboard if required. Then the paperboard would be cut into two shapes. One is fan-shaped, which is the cup wall, and the other one is circle, which is the bottom of the cup. The fan-shaped paper would be delivered to seal the body. The cup bottom paper would be pre heated to prepare for sealing. Then the curved cup-fan-wall-paper would be sealed with the cup bottom. After that, the machine will knurl the cup bottom and the products to collectors. After this step, the manufacture of the biodegradable paper cup is finished.
After transferring the products to Coho and being used by customer, the biodegradable paper cup would be disposed. The disposal of the biodegradable paper cup is different from traditional disposal method of paper cup. In the traditional paper cup, the most common classification is recycle. So the life cycle of them is a closed cycle. But the used biodegradable paper cup is not recycle trash. It has an open circle for its life cycle. If the used paper cup is left in a landfill, it can then produce methane, a greenhouse gas more potent than CO2. But if left it in compost, both the paperboard and the PLA coat layer can degrade into carbon dioxide and water. The process of degrading is not just burying it into the soil. The PLA decomposition will take about a week at 140F° in a moist environment. Then it can be composted like other organic matter. It won’t produce harmful waste. After it is composed into other organic matters, the life cycle of the biodegradable paper cup is finished.
Conclusively, the biodegradable paper cup used in Coho has five sectors in its life cycle: gathering materials, producing paperboard, coating the paperboard with PLA flim, manufacturing the paper cup and disposal. The raw materials for this product are wood and corn. The wood can be pulped and bleached with some chemicals. The corn, via fermentation, condensation and polymerization, can transfer into PLA. After reshaping the PLA pellets, it can be the cover layer of the paperboard for waterproof. Then the coated paperboard would be cue and shape to become a real paper cup. The used paper cup should be in compost trash bin. In a moisture environment with a high temperature, the PLA can be composed into carbon dioxide, water and other organism matters. This is the feature of this product. It has the same function of traditional paper cup. But the whole production of it does not produce a huge amount of pollution.
Bibliography
“Cardboard Manufacturing.” thomasnet.com. 1 Feb 2016. <http://www.thomasnet.com/articles/materials-handling/cardboard-manufacturing>
“Ecotainer Hot Cups.” Beantrees, Inc. 1 Mar 2016 <http://www.beantrees.com/echotcu.html>
Enso, Stora. "Paperboard guide." 2011. 1 Mar 2016. <http://assets.storaenso.com/se/renewablepackaging/DownloadDocuments/PaperboardGuide-en.pdf >
Erwin T.H. Vinka. “Applications of life cycle assessment to NatureWorksTM polylactide (PLA) production.” Polymer Degradation and Stability. 11 November 2002. 1 Mar 2016. <http://www.foodpack.ca/images/Life_Cycle_Analysis.pdf>
“M 18-5www - ISI Technical Memorandum on Production of Corn Starch.”Web. 2 Mar 2016. <http://www.starch.dk/isi/starch/tm18www-corn.htm>
Müller, Volker. “Bacterial Fermentation.” Encyclopedia of life sciences. 2001. PP.2. Web.
“PLA hot cup (Ingeo).” Hefei Hengxin Environmental Science. 1 Mar 2016. <http://hfhx.en.alibaba.com/product/298029460-209699418/PLA_hot_cup_Ingeo_.html>
“Production process for polylactic acid (PLA).” Hitachi, Ltd. Web. 1 Mar 2016. <http://www.hitachi.com/businesses/infrastructure/product_site/ip/process/pla.html>
“Raw material sources.“ Corbion. Web. 1 Mar 2016. <http://www.corbion.com/bioplastics/about-bioplastics/raw-material-sources>
“The paperboard process.” Iggsund Paperboard. 1 Mar 2016. < http://products.iggesund.com/ProductInformation.aspx?Profile=en&Product=PTIW3&status=01123581321345589>
Matthew Cianfrone
Cogdell
Design 40A
14 March 2016
Quick Fix
One and done, a mindset, widely adopted, by societies all around. Single use paper cups are a staple of what the fast paced world has done to us. Every sip out of a cup is a bargain for what the environment has to pay in making one. Energy is what fuels every stage of the manufacturing process, from mechanical to chemical, from transportation to assembly line. 10 years ago, a coffee shop’s normal takeout paper cup would be made out of paperboard and then coated in either clay or plastic. Now, developments allow users to drink from Polyactic Acid (PLA) cups. PLA is a plastic that is made from corn, so it is more biodegradable and forgiving to the environment. However, for this material to biodegrade, the municipal facility must be at the right climate and temperature, but the American biodegrading facilities work at different settings, not allowing the cups to decompose. The amount of energy that is required to make one paper cup, as well as cups not being completely biodegradable, combined with the global addiction to coffee, make PLA single use cups a valiant effort, but still a speed bump on the road to a desperately needed rehabilitated environment.
Every element of an item has origins, from the design to materials. Both are fueled by energy. For the design, the creator could have been experiencing a sudden rush of chemical energy from a nice cup of coffee, or it can be electrical energy powering machines to assemble the coffee man’s design. Both are forms of energy that are essential to the life cycle process. The product is born before the item actually exists, meaning the life cycle actually begins before any paperboard is created or corn is grown.
To create a product, one must have materials. Harvesting and processing these materials, uses a lot of energy. For biodegradable cups, the main two elements are paperboard and the coating, PLA. According to Mark J. Kirwan’s book Handbook of Paper and Paperboard Packing, paperboard is made from either virgin wood, or recycled paper. To get recycled paper, one must begin with a collection process requiring human energy and manual labor to retrieve the disposed, recycled paper. After, transferring it to the processing facilities via boats, overseas, and trucks, on land, releases greenhouse gasses, hurting the environment more. Before the recycled paper is ready for use, it has to go through a cleaning and bleaching phase. The cleaning phase is to get the ink and other substances off of the paper, leaving behind sludge of accumulated ink. Chemical energy, along with thermal energy, helps break the bonds in deinking the paper. Not to mention the unhealthy side effects to those exposed to the sludge, companies use the “hog fuel” to power their boilers (Usherson) releasing even more CO2 into the atmosphere, contributing to harsher work environments.
The other paperboard material is virgin wood; an “untreated and clean”, freshly cut or harvested wood (Biomass Energy Centre). To prevent against corporate exploitation of the planet’s forests, organizations like Idaho Forest Products Commission have the responsibility of harvesting specific trees in an environmentally responsible way; the removal of some trees might contribute to a better forest (idahoforest.org). To prepare a tree for lumber, which will be ground and processed to make paperboard, one must cut down a living standing tree or, if the tree is already dead and fallen, dismantle it with a chainsaw. Thermal energy, through gas combustion to power the chainsaw engine, and gravitational energy helps the trees break down and allow workers to load them onto their trucks. When transporting the fresh cut wood, the trucks release the same greenhouse gasses as the recycled paper.
To make paperboard, the first step is getting the paper and wood into pulp. In order to do so, the virgin wood must be converted to wood chips and the recycled paper must be sorted; converting wood into chips is done by a machine powered by electrical energy. Called the Kraft Method, materials, chemicals, and water are mixed together in big baths. The Kraft Method is a way of separating fibers by using chemical and thermal energy, instead of more traditional ways. In this phase, the materials will be cleaned by bleach, which will whiten and remove anything unwanted. Using chemical energy, the pulp is clean of everything, leaving it bright and white from the bleach. The last step is to put the pulp into molds. When it dries and dehydrates, it will have made paperboard (PPEC).
Corn is the last ingredient in the gathering process. In 2010, PLA products were the second most consumed bioplastic in the world (Ceresana), they were the future to bioplastics. To create PLA, companies need cornstarch. In 2013, the United States was the largest producer and exporter of corn; at the same time, corn accounted for three quarters of global coarse-grain trade internationally (USDA). Corn is a big deal. Growing and harvesting maize on average uses about 8,303,069 BTU/acre (ILSR). A BTU stands for British thermal unit, a measurement of energy in joules; one BTU equals 1055 joules, in other words, when one kitchen match is struck, lit, and diffused it will have released one BTU (energy vortex). A lot of energy goes into one acre of corn; chemical energy is stored in all the fertilizers farmers use, and the plants use the light from the sun as energy to grow. Transferring that energy in form of sugar to starch storage cells, the energy is now in a different form, a form will be processed to create cornstarch (International Starch Institute). To the benefit of the environment, big corn producers are sometimes the companies that make the PLA (Smithsonian), meaning they will not have to burn large amounts of CO2 in transportation. The production of bioplastic from cornstarch is actually easy; it something fifth graders do for science projects. One can simply make it with vegetable oil, cornstarch and water. But on an industrial level, the PLA is made in massive containers at high temperatures, mixing and stirring in large amounts of chemicals into the solution. It involves thermal energy and chemical energy. After the PLA is produced, it is shipped to manufacturers to assemble the cup.
Coating the newly dry paperboard with PLA is the next step in creating the cup. The corn liner acts as a water proofer; adding it to the paper at this stage helps the paperboard remain sealed, so nothing leaks through the cup. To apply the PLA, the paperboard sits on a belt passing through machines that coat it with the substance. By heating up the PLA, the thermal energy energizes the atoms within the substance, making them have more movement, making the solution more malleable. Thermal energy that was stored in the hot PLA is then released to the surrounding environment where the paperboard sits, allowing the coating to cool.
The last step of the manufacturing process is creating a shape out of the materials. While molding the cups with machines, electrical energy is used. Electrical energy is a product of the other forms of energy, usually through burning fossil fuels. A machine then pulls the soon-to-be cup on a conveyor belt where it is then cut, and pushed down into the mold below it, creating the cup.
After the company packages the cups in specific numbers per order, they are shipped off to shops or distribution facilities. In terms of energy, the shipping process is one of the worst users. Transportation accumulates for 25% of the worlds annual energy use (Hoftstra). Across the pacific, from China to America, is 7,233 miles (google maps). If a ship travels at a speed of 23 knots, 23 nautical miles/hour (one nautical mile is 1.15 normal miles), every 24 hours, the ship will have travelled 552 nautical miles (635 normal miles); at this rate, it will take the ship at minimum 13 days to cross the ocean. According to figure one, for every day of a ship travelling at 23 knots, the ship burns between 110 to 300 tons of fuel. In reference, if the average person were to fill their car up, an 18-gallon tank, every week for work, school, etc., they would only use 936 gallons in one year. According to US Department of Energy, one gallon of gas is between 5.8 and 6.5 pounds. So, 936 gallons a year multiplied by 6.5 equals 6,084, roughly three tons, which, compared to fuel consumption per day on a ship moving at 23 knots, is 1/36th the amount. One whole year for one car, equates to 1/36th the amount of fuel used a day transporting goods across seas. Furthermore, the cups need to get from the ships to the coffee stores. This transportation process gets it’s energy from the combustion of fossil fuels as well. The shipping process releases a lot of greenhouse gasses and is a big contributor for the environmental situation the world is in today. You know things need to change when 16 ships produce just as much lung-clogging sulfur as all the cars in the world per year (dailymail.co.uk).
In every stage, there are traces of CO2 being released into the environment; the word biodegradable is blinding to users. Biodegradable suggests the idea of sustainability. In today’s world, it is a buzzword that is thrown on certain items that meet certain requirements, making them more desirable to the public, upping the prices. In turn, the “quick fix” humans are convinced of, is actually hurting the environment because when something is taken off ones conscience, they are under the impression that it is fixed and one doesn’t need to think about it. When the cups reach the end of their life cycle, after they are used and thrown out in coffee shops, they will end up in either the landfill or compost machines. In order for PLA to properly biodegrade into carbon and water, the items must be kept in a climate of 90% humidity and 140 degrees farenheit for 10 consecutive days. Local municipal facilities process their compost at 120 degrees, 70% humidity, for seven days. That said, the biodegradable PLA is actually the opposite, other products are degrading around them when they remain intact. The decomposition process uses thermal and chemical energy break down the contents.
Out of respect for PLA, founders and those that use it, the effort to offer an alternative is honorable and very respectable. The world needs alternatives, and more importantly, it needs people willing to put in effort to try and change. Einstein once said, “insanity is doing the same thing over again and expecting different results”. This concept is completely applicable to the environment and what is necessary for change. While PLA lessens the need of oil, what would have gone to produce plastic, PLA and paperboard still use a lot of other energy to make their products. The reusable coffee mug, offered for only a dollar at Starbucks is an example of change, designed to be a cheap and more sustainable option to the one-and-done lifestyle. Alternative solutions are out there, it comes down to the user to a certain extent. The preservation of natural resources and the energy they produce, can, in time, help save the planet.
FIGURE 1

Bibliography
"Virgin Wood." Biomass Energy Centre. Www.direct.gov.uk. Web. 11 Mar. 2016.
"Market Study: Bioplastics (3rd Edition)." Bioplastics – Study: Market, Analysis, Trends. Ceresena. Web. 11 Mar. 2016.
"British Thermal Unit (BTU), MBTU, MMBTU." British Thermal Unit (BTU), MBTU, MMBTU. Energy Vortex. Web. 11 Mar. 2016.
"Harvesting Methods and Options." Harvesting Methods and Options. Web. 11 Mar. 2016.
Humphreys, Dr. Robert. "From Corn to Poly Lactic Acid (PLA): Fermentation in Action - Polymer Innovation Blog." Polymer Innovation Blog. 24 Sept. 2012. Web. 11 Mar. 2016.
"International Starch: Production of Corn Starch." International Starch: Production of Corn Starch. International Starch Institute. Web. 11 Mar. 2016.
Kirwan, Mark J. Handbook of Paper and Paperboard Packaging Technology. Chichester, West Sussex: Wiley-Blackwell, 2013. Print.
Lorenz, David, and David Morris. "W Much Energy Does It Take to Make a Gallon of Ethanol?" (1195). Institue for Local Self Reliance. Web. 11 Mar. 2016.
Pearce, Fred. "How 16 Ships Create as Much Pollution as All the Cars in the World." Mail Online. Associated Newspapers. Web. 11 Mar. 2016.
Rodrigue, Dr. Jean-Paul, Dr. Claude Comtois, and Brian Slack. The Geography of Transport Systems. New York: Routledge, 2013. Print.
Royce, Elizabeth. "Corn Plastic to the Rescue." Smithsonian.com. Smithsonian, Aug. 2006. Web. 11 Mar. 2016.
"How Packaging Is Made - The Paper and Paperboard Packaging Environmental Council (PPEC)." The Paper and Paperboard Packaging Environmental Council PPEC. Web. 11 Mar. 2016.
"Fuel From Farms: A Guide to Small Scale Ethanol Production." United States Department of Energy (May 1980): D-3. Web. 11 Mar. 2016.
Ushers, Judy. "Recycled Paper and Sludge." Recycled Paper News. Infohouse. Web. 11 Mar. 2016.
Amanda Huynh
Cogdell
DES40A
14 March 2016
Biodegradable Cup Life Cycle Assessment: Wastes
It is estimated that Americans used over 20 billion paper coffee cups in 2010 alone. With a figure like that, it is easy to see why Starbucks, among other coffee companies, is quick to associate itself with environmentally-friendly claims and products, proudly declaring that its coffee cups are ten percent post-consumer recycled paper fiber. This bragging point is almost comical, though, as the other ninety percent still requires the use of virgin materials and the inner lining is made up of polyethylene plastic, which does not degrade at all in compost or landfills. So what, then, can be considered truly sustainable? The superficial answer to this is a “biodegradable” paper coffee cup made with polylactic acid (PLA) plastic, a corn-based substance that is popular in the packaging industry because of its organic base and therefore easy-to-make sustainability claims. But a little research into these biodegradable cups’ life-cycle makes it clear that they are not a solution to the world’s growing landfill dilemma, as the waste that is produced during construction and after usage is similar to its “less sustainable” counterpart. Assessing the waste produced by creating a supposedly sustainable cup is key to understanding why simply designing new disposable material is not a long-term solution to the population’s addiction to consumption.
Biodegradable paper cups can be made with either virgin raw materials or recycled paper, and while using recycled paper is a more eco-friendly option, both materials still produce a substantial amount of waste in being prepared for paperboard production. Using virgin materials is preferable for many paper cup production companies, since using recycled fibers may result in a weaker paperboard that cannot retain liquids well. This reliance on virgin wood products, however, only adds to the growing list of issues that result from deforestation. In their article for Nature Climate Change, A. Baccini and colleagues estimate that deforestation is responsible for up to 17 percent of global CO2 emissions, and that every year from 2000 to 2010, up to 1.1 petagrams, or approximately 1 trillion kilograms, of carbon were released. If the Food and Agriculture Organization of the United Nations estimates that 40 percent of the wood harvested annually is processed for paper and paperboard products, then about 400 billion kilograms of carbon are released into the atmosphere for just paper production alone. Of course, not all paperboard goes into the creation of paper cups, but carbon dioxide emission is still a large portion of the waste produced in the logging process. After wood is harvested, it needs to be broken down into wood chips for the pulping process; often times the bark of the wood is burned for fuel while the inner layers become wood chips. This step produces small amounts of oxidized cadmium and mercury that may build up in the environment, since the ash produced by the combustion of wood is often used as a fertilizer due to its ability to increase the pH of the soil. As for the recycling process, carbon dioxide is again emitted as recyclables are transported from sorting facilities to the pulping facilities, though this emission is less than what is produced as a result of logging and deforestation. This is where using recycled paper in products gets its “eco-friendly” reputation from, though the waste produced later in the paper cup production process somewhat negates the benefits of emitting less carbon dioxide.
Once either the virgin material has been made into woodchips, or the recycled material is sorted into useable scraps, they can move on to the pulping stage of paperboard production. Woodchip pulping for paperboard is often done chemically through the kraft process, which involves the addition of sodium hydroxide and sodium sulfide to break down lignin, a polymer that aids in keeping plants rigid. The waste that results from delignification is called black liquor, which is primarily composed of organic materials, such as lignin and cellulose, and the original chemicals added. Historically, black liquor was disposed of in waterways, causing great harm to aquatic ecosystems and, in many cases, acute toxicity in fish. Today most pulping facilities burn the black liquor for fuel and are able to recover some of the original chemicals used in delignification, which are then cycled back into another batch of pulp. Other emissions of the kraft process include hydrogen sulfide, dimethyl sulfide, and methyl mercaptan, all of which are highly volatile and odorous chemicals. These chemicals, as well as the other chemicals used in the process, pose no serious environmental threat. However, in a 1996 study done by Band et. Al., it was found that many kraft mill employees have an elevated risk to pleura and bone cancer in comparison to the rest of the population, most likely due to the types of chemicals they are regularly exposed to.
The use of recycled materials requires an extra deinking step prior to pulping, and this process again has its own set of wastes that indicate that using recycled paper may not be as environmentally friendly as previously thought. Recycled materials must be cleaned of all potential food residue, ink from printing, and adhesives from labels before being repurposed into paperboard. The waste of this process is called sludge and, though its contents are relatively harmless, it is the sheer volume at which it is produced that is cause for concern; Pat Hoekstra in an article for American Papermaker calculated that a large paper mill would produce enough sludge in one year to cover two acres of land with a layer of sludge twenty feet deep. Sludge is composed of unwanted inks, fibers, and plastics, and it can either end up in landfills, be burned as fuel by the deinking facility, or be given to farmers as fertilizer (Fig. 1). But often times, companies do not opt for landspreading as a means of disposal simply because of the high cost of transport from the facility to farmers and forests. Additionally, landspreading can only be done in the spring and summer, as the cold temperatures of fall and winter can cause it to freeze and be problematic for crop growth.
Bleaching wastes are probably some of the most problematic wastes of the entire paperboard making process, even if today’s practices are a huge improvement over what has been done in the past. The process of bleaching typically includes the use of oxygen, ozone, sodium hydroxide, hydrogen peroxide, and sodium dithionate. This process is a modified version of a popular bleaching process used in the past that involved chlorine, and up to 20% of bleaching facilities today still use chlorine to bleach their paperboard. Chlorine-free processes still produce harmful dioxins, which has a reputation as one of the worst toxins known to man. They are known to cause reproductive and developmental problems, increase risk of cancer, and interfere with the human immune and hormonal systems. Workers who are regularly exposed to the chemical have an increased risk of developing tumors. Dioxins may find their way downstream of bleaching facilities and affect marine life, and in turn may be consumed by humans. They can also find their way into sludge, and if the sludge is used for landspreading it can contaminate a large range of crops. There have been many petitions to the Environmental Protection Agency (EPA) to regulate the amount of dioxins produced by bleaching facilities, but the EPA has consistently responded with problematic and insufficient revisions to its dioxin level regulation rules.
After the paperboard is bleached, it is then coated with PLA plastic; this is an essential element of a biodegradable cup, but many ecologists and environmentalists have scrutinized its reputation as the solution to the disposable cup dilemma because there are many wastes associated with the production of PLA plastic, including airborne, waterborne, and solid wastes (Fig. 2). PLA is actually considered a contaminant by many recycling facilities. It does not mix well with other plastics when they are melted down and formed into pellets, and could potentially ruin an entire batch of recycled plastic pellets, causing the entire set to be thrown out or re-melted and re-formed. Corn is also a very nitrogen-hungry crop, and can leave large “dead zones” of nitrogen- and oxygen-devoid farmland if not cultivated properly. This poses an issue for future of corn for PLA production and other food crops in general. And of course, PLA plastic cannot be created without the emission of carbon dioxide, both in transport and in burning fuels necessary to power production plants. The use of corn for plastics also presents a humanitarian issue, as the amount of corn going into plastic production is so high that it has caused the price of corn for food products to increase dramatically. This has actually contributed to the world hunger problem, since many families who live in poverty rely on cheaper sources of food, corn included.
Although manufacture of the lids from PLA plastic and cups from PLA-coated paperboard creates waste, the overall emissions were not significantly different than standard emissions for other types of cups. Carbon dioxide is given off as fossil fuels are burned to generate energy for production facilities to run, as well as emissions from the transportation of the cups to product packaging.
The only reason biodegradable cups are called “biodegradable” is because of their PLA plastic lining and lids, but the product is not completely guilt-free: cups coated with PLA plastic are, themselves, waste products. While it is true that PLA will eventually break down into carbon dioxide and water, it only does so if kept for ten consecutive days in compost at 140 degrees Fahrenheit and with 90% humidity. Municipal composting facilities in the U.S. do not typically operate under such specific conditions, and of the 113 industrial composting facilities that do compost under these conditions, only 25% are actually able to accept residential recyclable materials. Most cups never actually end up in compost. To make matters worse, when PLA plastic degrades in a landfill, it emits methane, a greenhouse gas 23 times more potent than carbon dioxide. Though a PLA paper cup is partially made up of a readily compostable substance like paperboard, the plastic lining severely hinders even that from fully decomposing.
Despite all the evidence stacked against the biodegradable cup, it is worth noting that PLA plastic is in its early stages of development and, as with many materials, will most likely undergo changes in production process, efficiency, and overall design. Perhaps sometime in the future PLA plastic will be more refined to be biodegradable at a municipal compost level; this would be a significant breakthrough and, though not a perfect solution, would hopefully help to decrease the size of landfills all over the world. Already, there are discussions about the pulping process that involves the use of naturally occurring fungal enzymes to break down lignin instead of the previously mentioned chemicals.
Initially, the purpose of this paper was to investigate the biodegradable cups distributed by Beantrees, which supplies U.C. Davis’ coffee house with cups for their hot beverages, but it was discovered that the company imported its cups from a Chinese manufacturing company. This poses some interesting questions for the “eco-friendly” company already, as the large PLA production company NatureWorks is located in United States, so the need to import internationally is most likely only cost-related. However, because of the language barrier it was not possible to do in-depth and adequate research about this particular Chinese manufacturer’s business and cup production process, although they do claim to do all manufacturing in-house. If this were true, it would significantly reduce carbon emissions in the life cycle of this particular brand of biodegradable cup. However, verifying this information was not possible, as contacting them directly yielded no results. The choice was then made to discuss biodegradable cups in general, though the processes discussed are applicable to all biodegradable cup production, with slight variations in chemicals used for pulping, bleaching, and the like.
The information presented in this paper is evidence against the true guiltlessness of the biodegradable cup, but it is also evidence against the world’s wasteful culture. Studies show that most of the world’s paper cups are being used as part of a daily coffee routine. If a person were to use one cup every day before going to work five days out of the week, that person would use up to 260 cups a year. And a lot of people make more than one coffee run a day. We can compare the life cycle assessments of all kinds of disposable cups, from PLA plastic coated to Styrofoam, and determine which one has the smallest impact on the environment, but at the end of the day it does not answer one simple, crucial question: how can we reduce society’s waste as a whole? Clearly, expanding the use of reusable cups and containers in general is a part of the answer to this question. If we as a community could make this idealistic thought a reality, the world would surely be a cleaner place.
Fig. 1

Fig. 2
Bibliography
Baccini, A., S. J. Goetz, W. S. Walker, N. T. Laporte, M. Sun, D. Sulla-Menashe, J. Hackler, P. S. A. Beck, R. Dubayah, M. A. Friedl, S. Samanta, and R. A. Houghton. "Estimated Carbon Dioxide Emissions from Tropical Deforestation Improved by Carbon-density Maps." Nature Climate Change (2011): 182-85. Web. 10 Mar. 2016.
Bajpai, Pratima. "Composition of Waste." Management of Pulp and Paper Mill Waste. N.p.: Springer International, 2015. 19-29. Print.
Band, Pierre R., Nhu D. Le, Raymond Fang, William J. Threlfall, George Astrakianakis, Judith T. L. Anderson, Anya Keefe, and Daniel Krewski. "Cohort Mortality Study of Pulp and Paper Mill Workers in British Columbia, Canada." American Journal of Epidemiology 146.2 (1997): 186-94. Oxford Journals [Oxford UP]. Web. 10 Mar. 2016.
Bohlmann, Gregory M. "Biodegradable Packaging Life-cycle Assessment."Environmental Progress 23.4 (2004): 342-46. Wiley Online Library. Web. 10 Mar. 2016.
Covington, Phil. "Deforestation and the Role of Paper Products." Triple Pundit People Planet Profit. Triple Pundit, 24 Sept. 2013. Web. 10 Mar. 2016.
EarthTalk. "The Environmental Impact of Corn-Based Plastics." Scientific American. N.p., 1 July 2008. Web. 10 Mar. 2016.
Hansen, Henrik K., Anne J. Pedersen, Lisbeth M. Ottosen, and Arne Villumsen. "Speciation and Mobility of Cadmium in Straw and Wood Combustion Fly Ash." Chemosphere 45.1 (2001): 123-28. ScienceDirect. Web. 10 Mar. 2016.
Holmbom, Bjarne, and Karl-Johan Lehtinen. "Acute Toxicity to Fish of Kraft Pulp Mill Waste Waters." Paperi Ja Puu 62 (1980): 673-84. ResearchGate. Web. 10 Mar. 2016.
Huang, Jiaoyan, Philip K. Hopke, Hyun-Deok Choi, James R. Laing, Huailue Cui, Tiffany J. Zananski, Sriraam Ramanathan Chandrasekaran, Oliver V. Rattigan, and Thomas M. Holsen. "Mercury (Hg) Emissions from Domestic Biomass Combustion for Space Heating." Chemosphere 84.11 (2011): 1694-699.ScienceDirect. Web. 10 Mar. 2016.
Gierer, J. "Chemical Aspects of Kraft Pulping." Wood Science and Technology14.4 (1980): 241-66. Springer Link. Web. 10 Mar. 2016.
Gilson, Dave. "Do Biodegradable Plastics Really Work?" Mother Jones. N.p., May 2009. Web. 10 Mar. 2016.
Norberg-Bohm, Vicki, and Mark Rossi. "The Power of Incrementalism: Environmental Regulation and Technological Change in Pulp and Paper Bleaching in the US." Technology Analysis & Strategic Management 10.2 (1998): 225-45. Taylor & Francis Online. Web. 10 Mar. 2016.
"Recycling & Reducing Waste." Starbucks Coffee Company. N.p., n.d. Web. 10 Mar. 2016.
Royte, Elizabeth. "Corn Plastic to the Rescue." Smithsonian. Smithsonian Magazine, Aug. 2006. Web. 10 Mar. 2016.
Scott, Gary M., Amy Smith, and Said Abubakr. "Sludge Characteristics and Disposal Alternatives for the Pulp and Paper Industry." 1995
International Environmental Conference Proceedings (1995): 269-79. Web. 10 Mar. 2016.
"Sustainability Is Sexy." About Us. N.p., n.d. Web. 10 Mar. 2016.
Usherson, Judy. "Recycled Paper and Sludge." Recycled Paper News (Jan. 1992): 95-100. Print.
Vink, Erwin T. H., Karl R. Rábago, David A. Glassner, and Patrick R. Gruber. "Applications of Life Cycle Assessment to NatureWorks™ Polylactide (PLA) Production." Polymer Degradation and Stability 80.3 (2003): 403-19.ScienceDirect. Web. 10 Mar. 2016.